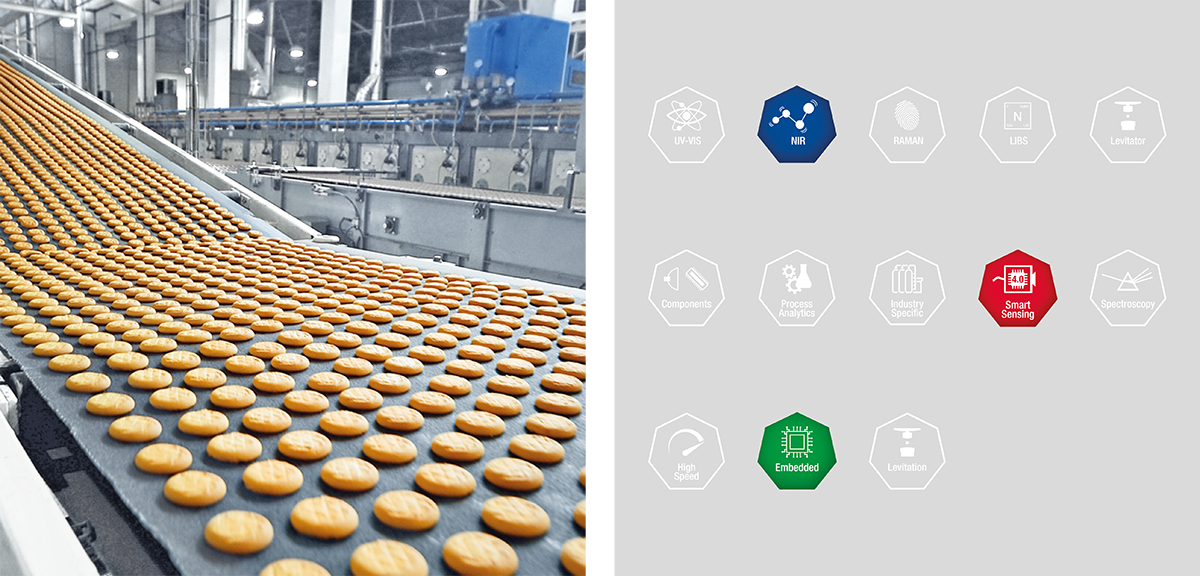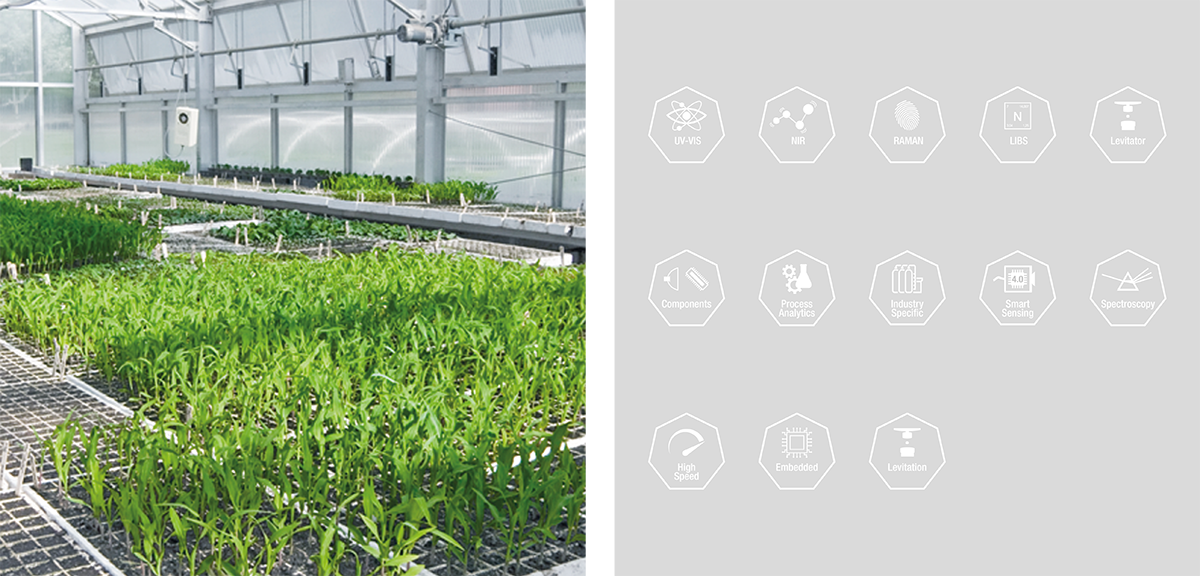
tec5 develops and manufactures industrial-grade spectrometer systems and components for process analytics since 1993. One focus are fully embedded sensor designs which have numerous applications even in highly regulated production environments. Our experienced staff of engineers, scientists, and application experts supports and assists our partners and customers throughout the entire implementation process, from the conceptual design, through adaptation, engineering, and application support.